
The Wire Association International (WAI), Inc., founded in 1930,
is a worldwide technical society for wire and cable industry professionals.
Overview
The Wire Association International (WAI), Inc., founded in 1930, is a worldwide technical society for wire and cable industry professionals. Based in Madison, Connecticut, USA, WAI collects and shares technical, manufacturing, and general business information to the ferrous, nonferrous, electrical, fiber optic, and fastener segments of the wire and cable industry.
WAI hosts trade expositions, technical conferences, and educational programs. It publishes the Wire Journal International (WJI), the annual WJI Reference Guide, and technical products available through the WAI Store.
Select a category from the left-sidebar for more information.
Mission
Vision
To be the most valued, critical resource for the global wire and cable industry.
WAI Board of Directors

Alberto Aguilar
Carris Reels, Inc.

Keith Albers
Fort Wayne Metals

Nick Avise
Leggett & Platt

Eric P Bieberich
Fort Wayne Wire Die

Amber Bonacci
Charter Steel

Michael Bowne
MindSphere World N/A

Peter Brand
Oden Technologies

Andrés Cartagena-Ruiz
MFL X

Roy Jackson
Southwire Co.

David M. Fisher
James Monroe Wire & Cable

Steven Ford
Prysmian

Paul From
Central Wire

Raúl Garcia Martínez
Viakable SA de CV

Paul Gemelli
Gem Gravure Co Inc

Alex Nedergaard
Lincoln Electric

Drew Richards
RichardsApex Inc

Cooper Runzel
Lake Cable

Logan Scherer
Fort Wayne Wire Die

Dirk Schmidt
Troester

Brian E. Steinbruegge
Insteel Wire Products

Matt Stowe
Rea Magnet
Naresh Thadhani
Georgia Institute of Technology

Chris Tucker
Encore Wire

Victor Manuel Villalobos Ruiz
Condumex

Andy Zinner
Niehoff Endex North America Inc

Steven J Fetteroll (Staff Liaison)
Wire Association International Inc
WAI Committees
The WAI is governed by volunteers from around the world who participate on leadership committees to further the mission of the association. Committee involvement offers individual members the opportunity to shape the future of the industry while they hone their leadership skills.
Committee Members: Access your committee information by logging into your WAI member account here.
Executive Committee
The Executive Committee comprises up to seven members of the Board of Directors (BOD). The committee has and may exercise all the authority and power of the BOD when the Board is not in session, but is limited to the confines of the existing budget.
David M Fisher (President): James Monroe Wire & Cable
Raúl García Martínez (First VP): Viakable
Keith Albers (Second VP): Fort Wayne Metals
Drew Richards: RichardsApex Inc
Eric P Bieberich: (Immed Past President) Fort Wayne Wire Die Inc
Steven J Fetteroll (Staff Liaison) : Wire Association International Inc
Board of Directors
The activities, property, and affairs of the Association are managed by its Board of Directors (BOD). Members of the BOD are chosen from among the Association’s active members.
Click on the “Board of Directors” tab to the left for the Board of Directors photos and positions.
Bylaws Committee
This committee is responsible for the interpretation of the WAI Bylaws to ensure that the activities, property, and affairs of the Association are managed in accordance with said bylaws.
Anand Bhagwat (Chair)
Barry P Mosemann: Quality Machinery & Services Inc
Thomas C Renner: South Shore Controls
David M Fisher (Exec Comm Liaison): James Monroe Wire & Cable
Steven J Fetteroll (Staff Liaison): Wire Association International Inc
Conference Programming Committee
The Conference Programming Committee assembles the educational and technical program of the association’s annual meeting and trade show. It is responsible for identifying desirable topics and program elements, providing speakers and authors to present them, and organizing the event schedule. WAI is committed to promoting the continuing advancement of wire and cable products and processes by providing a platform for presenters to share their ideas, research, and knowledge of the industry.
David M Fisher (Co-Chair and Exec Comm Liaison): James Monroe Wire & Cable
Raúl Garcia Martínez (Co-Chair): Viakable SA de CV
Steven J Fetteroll (Staff Liaison): Wire Association International Inc
Education Committee
The Education Committee plans, develops, and manages the following, among other related products and services: conference courses, workshops, online courses, and technical handbooks. This is a task-oriented committee, and each member is asked to champion one area.
Matt Miles (Chair): Southwire Co
Erik Perks (Vice Chair): Prysmian
Brad Andrews: Condat Co
Donald M Dodge: Calmont Wire & Cable
Joseph P Domblesky: Marquette University
Jason Giebfried: Paramount Die Co
Tracy Gooding: Mar-Mac Wire Inc
C Richard Gordon: C Richard Gordon Consulting
Erik A Macs: Wire & Plastic Machinery Corp
Isaac Muller: American Wire Group
Donald Neville: RichardsApex Europe Ltd
Brian Parsons: Interstate Wire Co Inc
Svet Pavlovsky: Blachford Corp
Horace Pops: Horace Pops Consulting
Christopher Reeve: Insteel Wire Products
Matthew Reinoehl: SDI La Farga COPPERWORKS
Eric Wagner: Charter Steel
Bhaskar Yalamanchili: Gerdau Long Steel North America
Raúl Garcia Martínez (Exec Comm Liaison): Viakable SA de CV
John Markowski (Staff Liaison): Wire Association International Inc
Exhibition Planning Committee
This committee is in place to identify and recommend Interwire and Wire Expo sites to the Board of Directors for final approval, manage the Exhibitor Point System, and provide guidance about event marketing and exhibition floor planning.
Jeffrey N Dewberry (Chair): Southwire Co
Jonathan Anderson: KODIAK Chemical
Rene Bourne: Niehoff Endex North America Inc
Ed Cuff: RichardsApex Inc
Robert L Fulop: Wire Lab Co
Jason Garrison: Zumbach Electronics Corp
Marco Gerardo: Frigeco USA Inc
Albert Gootee: LaserLinc Inc
Al Kozlowski: Morgan-Koch Corp
Thomas H Maxwell, Jr: Die Quip Corp
Timothy Moore: Amaral Automation Associates
Christopher Porada: BASF
Rahul Sachdev: Wire & Plastic Machinery Corp
David Skaggs: Bechem Lubrication Technology
Jan Sørige: Enkotec Co Inc
Jeremy Williamson: Blachford Corp
Drew Richards (Exec Comm Liaison): RichardsApex Inc
Shannon Timme (Staff Liaison): Wire Association International Inc
Finance Committee
The committee is responsible for the study and review of the financial structure, changes in membership fees, budgets, long range financial planning, and capital expenditures of the association. All reports and recommendations are submitted to the BOD for consideration and review. Finance Committee members are appointed by the WAI President.
David Horton (Chair): Prysmian
Paul Gemelli: Gem Gravure Co Inc
William F Reichert: Champlain Cable Corp
Donald D Schollin: Consultant
Jan Sørige: Enkotec Co Inc
Richard T Wagner: Insteel Industries Inc
Keith Albers(Exec Comm Liaison): Fort Wayne Metals
Sheila Kuever (Staff Liaison): Wire Association International Inc
Health, Safety & Environmental Committee
The Health, Safety & Environment (HSE) Committee focuses on promoting safe, responsible, and sustainable practices within the wire and cable industry. The committee serves as a forum for members to share best practices, discuss emerging challenges, and exchange ideas related to workplace safety, environmental stewardship, regulatory developments, and operational risk management. Through collaboration and knowledge sharing, the committee helps support safer workplaces and more sustainable manufacturing operations across the industry.
Committee members coming soon
Human Resources Committee
The Human Resources (HR) Committee provides a collaborative space for industry professionals to discuss workforce-related challenges and opportunities within the wire and cable sector. The committee focuses on topics such as talent recruitment and retention, workforce development, leadership training, employee engagement, and evolving HR practices. By sharing insights and strategies, members work together to strengthen the industry’s workforce and support the long-term success of their organizations.
Committee members coming soon
Member Relations Committee
This committee works with staff and volunteers to identify recruitment and retention opportunities and develop strategies to ensure a solid membership base for WAI internationally. It also provides support to chapter networks as a means of membership and program growth for WAI, including volunteer development and identification of new chapter regions to expand the association’s presence.
Brian Steinbruegge (Chair): Insteel Wire Products Company
Medrick Eddie: Prysmian
Marco Gerardo: MFL Group
Fahad Iraqi: Atlas Wire Corp
Josh Munoz: Encore Wire Corp
Chuck McLendon: Southwire Co
Cooper Runzel: Lake Cable LLC
Logan C Scherer: Fort Wayne Wire Die Inc
Jan Sørige: Enkotec Co Inc
Drew Richards (Exec Comm Liaison): RichardsApex Inc
Vanessa R Lewis (Staff Liaison): Wire Association International Inc
Memorial Awards Committee
The Memorial Awards Committee is responsible for identifying candidates for the Association’s highest honors: the Donnellan Memorial Award, Mordica Memorial Award, and President’s Award. The BOD votes to select award recipients based on the packages presented about each candidate.
Jim R York (Chair): Insteel Industries Inc
Emmanuel De Moor: Colorado School of Mines
Jeffrey N Dewberry: Southwire Co
Thomas Heberling
David Horton: Prysmian
Matt Miles: Southwire Co
Brian Steinbruegge: Insteel Wire Products Company
Willem Sundblad: Oden Technologies Inc
Raúl García Martínez (Exec Comm Liaison): Viakable
Janice E Swindells (Staff Liaison): Wire Association International Inc
Nominating Committee
The Nominating Committee is responsible to prepare a list of nominees for directors, officers and Executive Committee Members of the Association, which is presented annually to the Board of Directors. After BOD approval, the list of nominees for Directors is submitted to WAI members for a vote.
Thomas Heberling (Chair)
Andy G Talbot: Mid-South Wire Co Inc
John D Drummond: Scotia Group Inc
William F Reichert: Champlain Cable Corp
David F Richards: RichardsApex Inc
Eric P Bieberich (Exec Comm Liaison): Fort Wayne Wire Die Inc
Steven J Fetteroll (Staff Liaison): Wire Association International Inc
Oversight Committee
This committee facilitates communication between WAI’s education, conference programming, exhibition planning, paper awards, member relations, memorial awards, and publications committees. The committee is also responsible to recommend to the BOD the time and place of all international technical conferences.
Eric P Bieberich (Chair): Fort Wayne Wire Die Inc
Jeffrey N Dewberry: Southwire Co
David Horton: Prysmian
Matt Miles: Southwire Co
Matthew Reinoehl: SDI La Farga COPPERWORKS
Brian E Steinbruegge: Insteel Wire Products
Andy G Talbot: Mid-South Wire Co Inc
Bhaskar Yalamanchili: Gerdau Long Steel North America
David M Fisher (Exec Comm Liaison): James Monroe Wire & Cable
Steven J Fetteroll (Staff Liaison): Wire Association International Inc
Paper Awards Committee
This committee is responsible to grade all technical papers presented during the calendar year, which are eligible for awards. The membership of this committee represents an equal cross section of the different industry segments (ferrous, nonferrous, electrical, supplier).
Bhaskar Yalamanchili (Chair): Gerdau Long Steel North America
Gil Baker: Confident Instruments Inc
Vicente Dagnoni: Optimus Steel LLC
Richard Gordon: C Richard Gordon Consulting
John Heerema: Gerdau
John R Hugens: Hugens Metallurgy and Combustion
Bruce Kiefer
Wade Krejdovsky: Primetals Technologies USA
Piotr Kustra: AGH University of Science & Technology
Michael J McNulty: Wire & Cable Technology International
Andrij Milenin: AGH University of Science & Technology
Jan W Pilarczyk: Czestochowa University of Technology
Juana Angelica Ramos Salas: Viakable
Chris Tucker: Encore Wire Corp
Keith Albers (Exec Comm Liaison): Fort Wayne Metals
John Markowski (Staff Liaison): Wire Association International Inc
Publications Committee
This committee provides guidance with respect to design, content management, and long-term planning of the Wire Journal International, the WJI Reference Guide and the Show Program.
Dane G Armendariz (Chair)
Ferruccio Bellina: TKT Group/Teknodiam
Michael Crowle: QED Wire Lines Inc
Thomas E Moran: Consultant
Giulio Properzi: Continuus-Properzi SpA
Willem Sundblad: Oden Technologies Inc
John N Tomaz: Stolberger Inc dba Wardwell Braiding Machine Co
Robert Wild: Niehoff Endex North America Inc
Eric P Bieberich (Exec Comm Liaison): Fort Wayne Wire Die Inc
Mark A Marselli (Staff Liaison): Wire Journal International
The WAI/WJI Staff
The Wire Association/Wire Journal staff is here to help you anytime!

Steve Fetteroll
Executive Director
Tel.: 203-453-2777 x. 115

Sheila Kuever
Controller
Tel.: 203-453-2777 x. 114
Charles (Chuck) Szymaszek
Director of Information Tech.
Tel.: 203-453-2777 x. 141

Janice Swindells
Director of Marketing &
Corporate Communications
Tel.: 203-453-2777 x. 117

Shannon Timme
Director of Sales
Tel.: 203-453-2777 x. 126

Anna Bzowski
Director of International Sales
& Business Development
Tel.: 203-453-2777 x. 116

Mark Del Franco
WJI Editor-in-Chief
Tel.: 203-453-2777 x. 136

Mark Marselli
WJI Contributing Editor
Tel.: 203-453-2777 x. 132

John Markowski
Manager of Education
Tel.: 203-453-2777 x. 121

Vanessa Lewis
Project Manager
Tel.: 203-453-2777 x. 128
History
The clockwinding tradition originated when John Rigby and Sons, Ltd. of Manchester, England, presented the Wire Association with a 400-day grandfather clock at its Annual Convention in Pittsburgh, Pennsylvania, on October 20, 1948. The gesture, which represented a group of 32 companies from Great Britain, was made in appreciation of the support given by the U.S. wire industry to Great Britain during World War II.
Each year a representative from the U.K. makes the trip to the U.S. to participate in the annual ceremony that commemorates the friendship and communication between the two nations.
The clock resides in the lobby of the Wire Association International, Inc. headquarters in Madison, Connecticut.
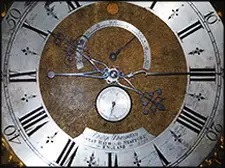
History
A history of the clock at the time of presentation
The massive mahogany case standing about eight feet high was made about the year 1770. The brickwork ornamentation of the plinth and clusters of fluted columns to the head are noteworthy features, the latter being quite unusual. The Corinthian capitals and other metal ornamentation are picked out with gold. As the dial door is not constructed for frequent opening, it seems very probable that this case was originally made for a three month or longer period clock. To open this door the two pegs at each side are withdrawn and the door frame lifted down. There are no hinges. Although about 178 years old, the case is in very good condition and has been carefully restored and processed against woodworm. The movement and dial have been newly constructed by the writer in keeping with the requirements of the case. The movement (of the clock) is designed to run for 400 days without rewinding.
A small number of these year duration clocks were made in London in the early 18th century by the celebrated makers, Thomas Tompion and Daniel Quare, and there are also a few examples of provincial make and later date. The year- long case clock was a luxury demanding too much skill in construction ever to come into general use although the aesthetic and practical value of an “anniversary clock,” as they could appropriately be called, are worthy of consideration. The older examples frequently required an 80 lb. weight to drive them. The maker of the present clock employed the general principles of the old craftsmen while introducing some of the facilities of later days such as Geo. Graham’s dead beat escapement and Skefko ball-bearings on the heavily loaded barrel arbor. Using, as it does, a 40 lb. weight, the efficiency of this clock becomes about 13 times that of a common eight day long case clock. The falling of the weight about one eight thousandth part of an inch keeps the clock going one minute during which time the pendulum travels about 135 inches. Pinions of 12 leaves are used throughout the train and the total gearing ratio is 34,560 to 1. Shafter maintaining power is fitted which keeps the clock going while being wound and prevents the key being inserted until the maintaining power has been put into operation. Double click-work is fitted to the barrel for safety in winding. The pendulum is an “Invar” rod with lenticular bob provided with graduated rating nut for coarse adjustment, and a small shelf for small weights, for fine adjustment without stopping the pendulum. A degree scale is provided, the escaping arc being 1 degree each side of zero and the swing arc about 1 degree, 30 minutes. The delicacy of a clock of this kind is shown by the fact that the hour hand, as well as the minute and seconds, has to be balanced. Guides are fitted to the case to prevent the flat weight from twisting.
The lacquered brass and silvered dial is hand engraved and bears around the arch an ancient sundial motto reminding us that “Time can neither be kept nor destroyed,” “Tenere non potes nec perdere.” In the arch is a rotating sphere moon showing the phasing of the moon around which a hand points out the age of this luminary. The hour and minutes are indicated on the usual 12-hour circle, the seconds being given on a sunk seconds dial, below the center of the dial. The matted dial center is relieved by a segment of a circle on which are pointed out the number of days which have elapsed since the clock was wound. The hand pierced hands are of blue steel and the corner pieces are spandrels of brass, pierced in scroll work pattern, and finished to give a damaskeening effect.
Clockwinders 1948-1960
1948—John Rigby Director, John Rigby & Sons Ltd.
1949—Reginald S. Brown Chief Metallurgist, Ryland Bros. Ltd.
1950—H. Richards Marshall Richards Ltd.
1951—Dr. Thomas Emmerson Director, GKN Ltd.
1952—D. Thirkell Cox Director, British Steel Wire Association
1953—Charles D. Gill Director, Spencer Wire Co. Ltd.
1954—C.P. Rigby Director, John Rigby & Sons Ltd.
1955—R.S. Bleckly & W.O. Copland Directors, Ryland Bros. Ltd.
1956—John M. Avison Director, Ramsden Camm & Co.
1957—Peter D. Gill Director, Spencer Wire Co.
1958—Harold W. Rigby Director, John Rigby & Sons Ltd.
1959—Douglas Gledhill Director, J.A. Binns Ltd.
1960—James F. Cowen Chief Engineer, BICC Ltd.
Clockwinders 1961-1980
1961—C.F. Brereton Chief Metallurgist, RJN Ltd.
1962—S.W. Horton Director, The Firth Co. Ltd.
1963—Donald Stead Manager, Thos. Wood & Son
1964—Kenneth G. Hann Director, Somerset Wire Co.
1965—E.A. Shipley Technical Manager, British Ropes
1966—R.H.G. Askew Manager, Joseph Sykes Bros.
1967—Terence Cahill Director, Somerset Wire Ltd.
1968—Philip M. Rambaut Director, IISWM
1969—James Fouldes General Manager, Tinsley Wire
1970—John Siddall Director, Standard Wire Co.
1971—R.T.V. Hay Director, MRB Ltd.
1972—Reginald Hardy President, IISWM
1973—Raymond Ripley Chairman, Richard Hill Ltd.
1974—John Bolton Director, IISWM
1975—J.G. Wilson Chairman, GKN Rolled Bright Steel
1976—Michael Gledhill Director, J.A. Binns Ltd.
1977—G.S. Firth Director, Smith Wires Ltd.
1978—Frank Fox Chairman, Cleckheaton Wire Drawing Die
1979—Peter J. Rigby Chairman, Rigby Maryland Ltd.
1980—Roger Matzen Director, Hi-Draw Machinery Ltd.
Clockwinders 1981-2000
1981—D.S.W. Lee Director, Arthur Lee & Sons Ltd.
1982—Rodney Hill Manager, Bridon Ltd.
1983—D. Newbould Director, Tinsley Wire Ind. Ltd.
1984—Peter Johnson Director, RJN Ltd.
1985—W. Murray Tomlinson Chairman, MRB Ltd.
1986—Angus McDonnell Director, Bridon Ltd.
1987—Nigel A. Charles Director, MRB Ltd.
1988—C.P. Rigby Chairman, Rigby Specialty Wire Ltd.
1989—Terence Cahill Director, Somerset Wire Ltd.
1990—George J. Dickens Director, John Shaw Ltd.
1991—Terence Cahill Director, WAI
1992—Darrell Fox Director, Foxton Wire Die Ltd.
1993—Dilwyn Scrivens Director, Tinsley Wire Ltd.
1994—Andrew G. Stacey Director, Bridon Ltd.
1995—Peter Wilcock Director, KTS Wire Ind. Ltd.
1996—David Young Director, Tinsley Wire Ltd.
1997—Terence Cahill Director, Somerset Wire Ltd.
1998—Peter J. Rigby Director, Handy & Harman (Europe) Ltd.
1999—Peter R. Siddall Chairman, Siddall & Hilton Ltd.
2000—Nigel Lane Director, Cold Drawn Products.
Clockwinders 2001-present
2001—Kenneth J. Scott Director, Holton Machinery Ltd.
2002—Alan Stephenson General Manager, Bridon International Ltd.
2003—Stephen Rutherford, The Bridon Group
2004—David Thorpe, Unsco Ltd.
2005—Mark Hayes, Institute of Spring Technology
2008—David Michael (Sandy) Saunders, Worshipful Company of Tin Plate Workers
2009—John Perry, Worshipful Company of Tin Plate Workers
2010—Kate Kendall, Siddall
2011—Commander Chris Groves, Royal Navy
2012—John Swain, Siddall & Hilton Ltd.
2013—Jonathan Rigby, Fox Wire Ltd.
2014—Robert Bache, Bacher Pallets Ltd.
2015—John Scott, Accent Wire
2016—John Churchfield, Bridon International, Ltd.
2017—Marc Turner, Wintwire Ltd.
2018—Laurence Mutkin, Worshipful Company of Tin Plate Workers
2019—Lindsay Millington, Worshipful Company of Tin Plate Workers
2020—Martin Thacker, Worshipful Company of Tin Plate Workers alias Wire Workers Livery
2021—Martin Thacker, Worshipful Company of Tin Plate Workers alias Wire Workers Livery
2022—Martin Thacker, Worshipful Company of Tin Plate Workers alias Wire Workers Livery
Wire Foundation
The Wire Foundation was founded to help educate deserving students and develop their interest in the wire industry. One way to accomplish this is through the Wire Link Traveling Scholarship program. If you or someone you know is interested in making a tax-deductible contribution or applying for a grant, please contact the Wire Foundation Secretary.
Officers
John D Drummond (President): Scotia Group Inc
David F Richards (Vice President): RichardsApex Inc
Steven J Fetteroll (Secretary): The Wire Foundation Inc
Sheila Kuever (Treasurer): The Wire Foundation Inc
Board of Directors
John D Drummond (Chair): Scotia Group Inc
Kurt Breischaft: Advanced Digital Cable
David F Richards: RichardsApex Inc
Jan Sørige: Enkotec Co Inc
Andy G Talbot:Mid-South Wire Co Inc
Richard T Wagner: Insteel Industries Inc
James York: Insteel Industries Inc
Awards
WAI honors individuals who contribute to the technical, manufacturing, and business information it collects and disseminates. Top honors include the Mordica Memorial Award and the Donnellan Memorial Award. Additional awards are presented annually in the ferrous, nonferrous, electrical, and general sectors.
Mordica Memorial Award
The Mordica Memorial Award, given as a tribute to The Wire Association International’s founding president John Mordica, is presented to honor an individual who has made contributions to the wire industry’s base through research, development, innovation, or other technical pursuits.
Donnellan Memorial Award
The Donnellan Memorial Award, given as a tribute to J. Edward Donnellan, former Executive Director and Executive Secretary of The Wire Association International, is awarded for an individual’s voluntary contributions to the Association.
The President’s Award
The President’s Award is given annually to an individual(s) in recognition of special service to the Association.
The WAI Champion Award
The WAI Champion Award is given to an industry executive in a decision-making position at the highest level of an organization, recognizing his/her strong support of The Wire Association International and its mission.
Technical Paper Awards
Gold medals are presented to authors of technical articles within the ferrous, nonferrous, electrical, and general industry segments.
Honorable Mention Awards | 1935-2000
Honorable mention are presented to authors of technical articles within the ferrous, nonferrous, electrical, and general industry segments.
Silver Certificate Awards | 2001-present
Silver certificates are presented to authors of technical articles within the ferrous, nonferrous, electrical, and general industry segments.
WAI Programs
WAI Membership
As a WAI member you can expect to exchange ideas with like-minded professionals, experts, and pioneers in the wire and cable industry. An annual membership demonstrates support for the association that supports your career by hosting trade events, educational media, and networking forums. Member discounts apply to all WAI products, services, and event registrations. View Member Benefits
Interwire
Introduced in 1981, Interwire is the largest and longest-running wire and cable marketplace in the Americas. The biennial exposition and networking event bring together exhibitors, speakers, buyers, sellers, sponsors, and visitors from 50 countries. WAI hosts the event in Atlanta, Georgia, USA, in conjunction with its annual meeting. Learn More
Wire Expo
This event is held biennially in a different industry hub within the U.S. Highlights include: exhibits, live demonstrations, a practical educational component, plant tours, and social events. WAI hosts the event in conjunction with its annual meeting. Learn More
Webinars
Free to WAI members, and also available to all, these educational broadcasts are typically one-hour segments tailored to industry specific topics with time for Q & A. Members have access to archived sessions. View Archives
Regional Chapters
WAI has chapters throughout the U.S., in India, Italy, and Poland to deliver its membership experience to regional professional communities. Chapters give members a view of both local and global wire and cable industry issues through educational programs and social events at the regional level. Learn More
Wire Journal International
This official publication of the Wire Association is issued monthly to international subscribers in 100 countries. It is written for executives, engineers, technical and sales professionals in the wire and cable industry. It is available in print and digital formats. Read More
WJI Reference Guide
Updated annually and included with WAI membership, the publication is a both a buyer’s guide and a reference source. It includes contact and product information about global wire and cable manufacturers and suppliers to the industry. Submit Listing
Networking Opportunities
WAI’s international community of wire and cable professionals remains evergreen with a continual influx of new members who enhance the collective knowledge base. Access your peers at WAI’s international, national, and local chapter events, and anytime through electronic means. If you earn a living with wire, cable, supplies, or equipment you have earned a place in WAI’s global network. View Events
Engage with WAI
WAI offers a host of free and paid options to promote your company throughout the year. Explore what works best for your company. View Options